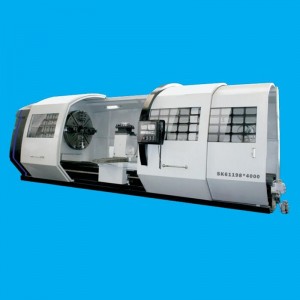
Такарны цэнтр з ЧПУ CH61200L з воссю C
Кароткая інструкцыя
Гэтая машына спалучаецца з воссю C, воссю падачы X і Z, тры восі могуць быць злучанымі і рухацца разам з шматфункцыянальнасцю і высокай эфектыўнасцю рэзкі.
Спалучаецца з сістэмай ЧПУ SIEMENS 828D.
Дзве перадачы хуткасці шпіндзеля і бесступенькавая хуткасць у межах перадач, гідраўлічнае пераключэнне перадач, паслядоўная хуткасць рэзкі.Рухавік галоўнага шпіндзеля - гэта серварухавік SIEMENS магутнасцю 37 кВт пераменнага току, памяншайце хуткасць і павялічвайце крутоўны момант з дапамогай перадач, хуткасць шпіндзеля складае 5-200 абаротаў у хвіліну.
Вось C індэксуецца высокадакладным серводвигателем пераменнага току і гідраўлічнай аўтаматычнай блакіроўкай, а таксама выкарыстаннем круглай рашоткі для вызначэння фактычнага становішча;На вось X выкарыстоўваецца высокадакладны чарвячны рэдуктар SIEMENS з прывадам серварухавіка пераменнага току і высокадакладная шарыка-шрубавая пара для рэалізацыі бакавога руху, на вось Z выкарыстоўваецца высокадакладны чарвячны рэдуктар SIEMENS з прывадам сервапрывада пераменнага току, абедзве восі X, Z абсталяваны кратамі для вызначэння фактычнага становішча, кіраванне замкнёным контурам, з добрай дакладнасцю пазіцыянавання і паўторнай дакладнасцю пазіцыянавання
выкарыстанне машыны
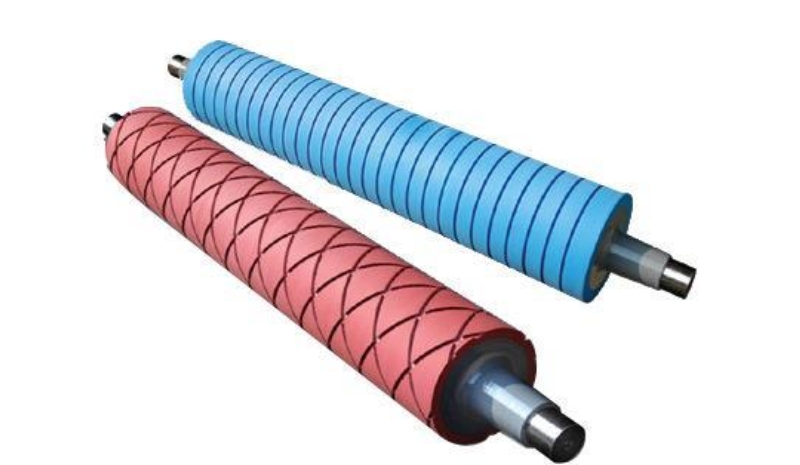
Гэта высокаэфектыўны рэжучы станок, прыдатны для апрацоўкі чыгуну, сталі і каляровых металаў пры дапамозе хуткарэзнай сталі і цвёрдага сплаву.Гэта можа быць тачэнне вонкавага круга, тарца, наразанне пазы, адразанне, наразанне ўнутранага адтуліны, фрэзераванне шпонкавай канаўкі, фрэзераванне спіральнай канаўкі, свідраванне і наразанне метчыкам.
Схема эскіза нарыхтоўкі:
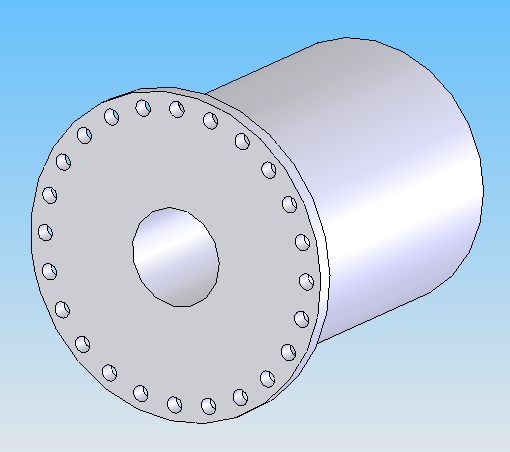

Фрэзераванне шпоночной канаўкі

Фрэзераванне разьбы са змяненнем кроку
Фрэзераванне спіральнай канаўкі, маштабны малюнак
параметр і ёмістасць
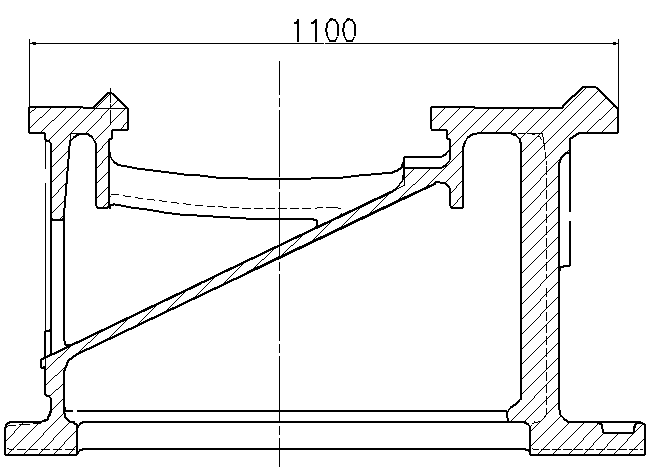
| Шырыня накіроўвалай дарогі | 1100 мм |
| Макс.дыяметр арэляў над ложкам | φ2040 мм |
| Макс.дыяметр павароту над інструментальнай стойкай | φ1500 мм |
| Макс.даўжыня нарыхтоўкі | 12000 мм |
| Макс.вага нарыхтоўкі паміж цэнтр | 10T |
| галоўная перадача | |
| Пярэдні падшыпнік шпіндзеля | φ220 мм |
| Дыяпазон абаротаў шпіндзеля | 5-200р/мін |
| Дыяметр адтуліны шпіндзеля | φ130 мм |
| Пярэдні канус адтуліны шпіндзеля | метрыка No140 |
| Магутнасць галоўнага рухавіка, серводвигатель | 37 кВт |
| спец.канца шпіндзеля | 1:30 |
| перадача корму | |
| Ход па восі Х | 85 мм |
| ход восі z | 11800 мм |
| хуткая хуткасць руху па восі х | 4 м/хв |
| хуткасць перамяшчэння па восі z | 4 м/хв |
| Крутоўны момант серварухавіка па восі X | 27 Нм |
| Крутоўны момант серварухавіка па восі z | 36 Нм |
| Гарызантальная 8-пазіцыйная сілавая вежа | 0.5.473.532.8 |
| Памер сячэння хваставік інструмента | 32 мм х 32 мм |
| Задняя бабка | |
| Дыяметр пінолі задняй бабкі | φ260 мм |
| Quill падарожжа | 300 мм |
| Канічнае адтуліну пяра | метрыка No80 |
| Памочнік у стане спакою (2 камплекты) | |
| Закрыты ўстойлівы спакой | φ400-φ700 мм |
| патрон | |
| Чатырохкулачковы патрон | φ1600 мм |
| Вось С | |
| Макс.крутоўны момант у заціснутым стане | 3000 Нм |
| Дакладнасць пазіцыянавання восі C | 36 цаляў |
| Паўтарыце дакладнасць пазіцыянавання восі C | 18 цаляў |
Асноўная структура
1) ложак
Ложак - гэта ложак падлогавага тыпу шырынёй 1100 мм з высокатрывалага пясчанага смалы.Матэрыял - HT300.Ложак мае такія перавагі, як моцная калянасць, вялікая апорная здольнасць і добрая ўстойлівасць
Накіроўвалая - гэта адна горная і адна плоская структура, цвёрдасць накіроўвалай вышэй HRC52, вялікую глыбіню загартоўкі карысна адшліфаваць.
Унутраная паражніна корпуса станіны забяспечана W-вобразным узмацняльным рабром, якое значна ўзмацняе калянасць станіны і памяншае дэфармацыю з-за цяжару падшыпніка.
Пасля старэння адліўкі станіны можна выдаліць рэшткавае напружанне ў адліўцы і паменшыць вылучэнне рэшткавага напружання пры апрацоўцы і выкарыстанні машыны.
На задняй частцы станіны ёсць нахільныя і арачныя адтуліны, якія выкарыстоўваюцца для выдалення стружкі.Габлюшка, астуджальная вадкасць, змазачны алей і гэтак далей выдаляюцца непасрэдна ў паддон для габлюшкі.Такім чынам, ачыстка стружкі зручная, а астуджальную вадкасць можна перапрацаваць
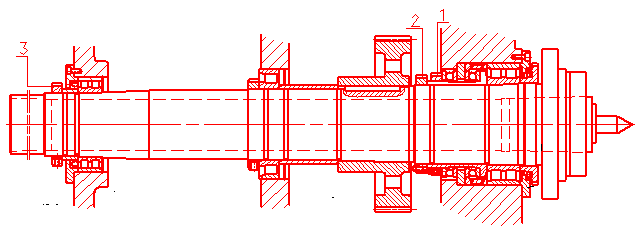
2) Бабка
Шпіндзель мае трохкропкавую апору, з пярэднім канцом у якасці фіксаванага канца, сярэднім і заднім канцамі ў якасці рухомага канца, пярэднім і заднім канцамі ў якасці асноўнай апоры, а сярэдзінай у якасці дапаможнай апоры.Восевае пазіцыянаванне ўстаноўлена на пярэднім канцы шпіндзеля, так што шпіндзель пасля нагрэву цягнецца назад, ухіляючы ўплыў цеплавога расцяжэння шпіндзеля на дакладнасць станка.
Галоўны прывад такарнага станка ажыццяўляецца шпіндзельным рухавіком пераменнага току Siemens праз раменны шкіў, рэдуктар і чатырохступеністую гідраўлічную аўтаматыку.Дыяпазон пастаяннага крутоўнага моманту шпіндзеля вялікі, і можна рэалізаваць рэзку з пастаяннай лінейнай хуткасцю.Падшыпнік шпіндзеля - гэта спецыяльны падшыпнік з высокай дакладнасцю і моцнай калянасцю.
Змазка бабкі ажыццяўляецца моцным алеем, а шасцярні і падшыпнікі бабкі - спецыяльным алейным помпай.Пярэдні канец шпіндзеля мае двайную ўшчыльняльную структуру лабірынта і шчыліны, якая можа эфектыўна прадухіліць уцечку алею і трапленне старонніх прадметаў у бабку.
3): інструментальны пост
Прыміце нямецкую гарызантальную вежу SAUTER з 8 пазіцыямі 0.5.473.532.8, гэтая вежа мае функцыю рэзкі вонкавага круга, тарца і наразання разьбы, а таксама фрэзеравання, свідравання і наразання метчыкаў.Гэтая турэль прыводзіцца ў рух серварухавікам SIEMENS, усталяваным на ёй, і спалучаецца з наступнымі аксэсуарамі.
| сер.няма | Імя | Тып | Колькасць |
| 1 | Сілавая турэль | 0.5.473.532.8 | 1 |
| 2 | Рэжучая галоўка | 0.5.901.032/077790 | 1 |
| 3 | 0-градусны трымальнік электрычнага фрэзы | 0.5.921.106-117859 | 1 |
| 4 | 90-градусны трымальнік электрычнага фрэзы | 0.5.921.206-117866 | 1 |
| 5 | Трымальнік фрэзы вонкавага круга | Б2-60Х32Х60-113908 | 2 |
| 6 | Трымальнік фрэзы ўнутранага круга | E2-60X50-113961 | 2 |

4) Вось Z і X:
Дыяметр шарыка-шрубавай шрубы восі X складае φ40x5, вось Z прыводзіцца ў рух рэйкай і шасцярнёй, зубчасты модуль роўны m=5, а вось z ажыццяўляе поўнае кіраванне замкнёным контурам шляхам зваротнай сувязі па рашотцы лінейкі
5) Хваставы прыклад
Задняя бабка складаецца з верхняй і ніжняй частак, у верхняй частцы ўсталяваная арганізацыя рэгулявання цэнтральнай лініі пінолі.Ход задняй бабкі прыводзіцца ў рух рухавіком.Піноль задняй бабкі можа круціцца.
6) сістэма змазкі
Змазка падшыпнікаў у галоўнай бабцы, шасцярні і падшыпніка ў галоўнай бабцы і іншых карпусах забяспечваецца спецыяльным помпай, змазка падшыпнікаў шарыка-шрубавай шрубы, і кожная кропка змазкі машыны выкарыстоўвае перыядычную і канцэнтраваную змазку, а час змазкі рэгулюецца, так што яна эфектыўна прадухіляе марнаванне змазачнага алею і можа эфектыўна палепшыць дынамічную рэакцыю машыны і тэрмін службы накіроўвалай і шарыка-шрубавай шрубы.
гідраўлічная сістэма
Гідраўлічная сістэма выкарыстоўваецца для аўтаматычнага змены хуткасці кручэння шпіндзеля і прымусовага астуджэння шасцярні ў бабцы, а таксама аўтаматычнай блакіроўкі восі С.
7) Вось C
Вось C прыводзіцца ў рух серварухавіком, можа аўтаматычна пераключацца ў рэжым перадачы шпіндзеля і восі C, задняя частка шпіндзеля абсталявана высокадакладнай круглай рашоткай восі C і механізмам дэмпфавання тармажэння.З цэлай замкнёнай сістэмай вымярэння.
Дакладнасць машыны
| Скончыце выразаць знешні круг | 0,005 мм |
| Кансістэнцыя апрацоўкі, на даўжыні 300 мм | 0,03 мм |
| Плоскасць фінішнай рэзкі, | |
| на дыяметры 300 мм | 0,025 мм, увагнуты |
| Вось X | |
| дакладнасць пазіцыянавання | X≤0,03 мм |
| паўтарыць дакладнасць пазіцыянавання | X≤0,012 мм |
| Вось Z | |
| Дакладнасць пазіцыянавання на даўжыні 10000 мм | X≤0,13 мм |
| Паўтарыце дакладнасць пазіцыянавання | X≤0,05 мм |
| Вось С | |
| дакладнасць пазіцыянавання | 36” |
| паўтарыць дакладнасць пазіцыянавання | 18” |